-
- Buscar por Propósito
-
- Catálogo
- Equipos Auxiliares
Al diseñar el concepto de la Serie PF, nuestros ingenieros observaron cuidadosamente las ventajas de los
procesos de fabricación de 1 y 2 Etapas, los dividieron en elementos individuales que posteriormente fueron combinados en el método más eficiente hasta ahora ideado para la fabricación de envases de PET.
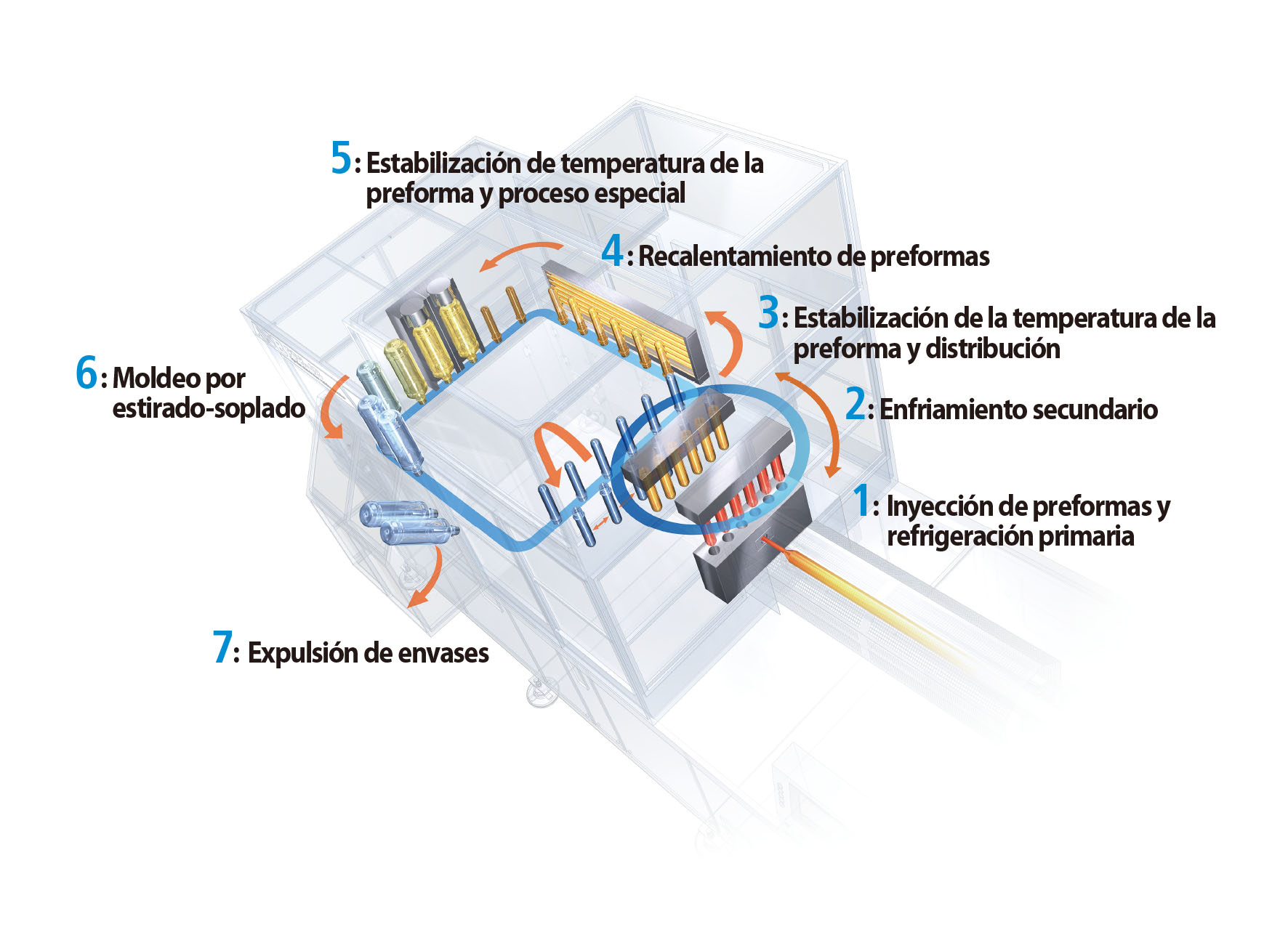
En las máquinas de la "Serie PF", se inyecta la preforma, se enfría parcialmente, estabiliza
y recalienta
para posteriormente soplarla, lo cual se denomina sistema "cool parison". Este concepto, incorpora las
ventajas de los procesos de moldeo de 1 y 2 Etapas en un sistema único de producción de envases.
El resultado es un sistema de cierre de inyección muy compacto y una estación de soplado que utiliza 2, 3 y 4 veces menos cavidades para lograr una producción en línea.
Esto reduce enormemente el costo de inversión del molde, ya que se puede producir una gran variedad de
envases a partir de preformas comunes.
Esta simplificación en los moldes resulta también en menores tiempos muertos durante el cambio de moldes.

Al separar los procesos de inyección y soplado, diseñamos la estación de inyección con una menor distancia entre centros en preformas, permitiendo así un diseño resistente y compacto de la unidad de inyección.

A diferencia de otros sistemas, las preformas se someten a un enfriamiento adicional ya sea mediante un bloque de enfriamiento o un segundo conjunto de núcleos de inyección, donde permanecen incluso después del inicio del siguiente ciclo de inyección. Esto permite una mayor eficiencia del ciclo de inyección y tiempos de ciclo reducidos.

Permite estabilizar la temperatura de las preformas desde la superficie externa hasta el núcleo, requisito esencial para un moldeo estable y utilización óptima del material.
Es también donde se aplica la distribución de las distancias entre centros de las preformas para la unidad de soplado.

El calentamiento infrarrojo por medio de lámparas halógenas permite un control preciso y consistente del espesor de pared; las lámparas de calor son totalmente ajustables tanto en posición, como en potencia.
Aquí se pueden agregar una variedad de técnicas de procesamiento especializadas, que incluyen; Orientación del cuello, Enfriamiento puntual*, Orientación del asa*, Calentamiento preferencial, Dispositivo de inserción de asa, entre otras.
Además, permite que la temperatura de la pared externa de la preforma se estabilice con la temperatura del núcleo, una vez más.
※ *No aplica para la PF24-8B, PF36
Ya sea en el paso 3, o en el 5, la distancia entre centros de las preformas varía entre el molde de inyección y el molde de soplado. Los moldes de soplado se pueden enfriar (estándar) o calentar cuando existen requisitos especiales de moldeo como, semi tratamiento térmico.
Los envases son expulsados de la máquina y pueden ser ubicados sobre una cinta transportadora opcional.
Inicio de página

Derechos de autor © NISSEI ASB MACHINE CO., LTD. Reservados todos los derechos.