PFシリーズを開発するにあたり、ASBの技術者は1ステップと2ステップの工程を詳しく検証しました。
各構成要素に分解した後、PET容器の生産に最も効率的な方法を再構成。
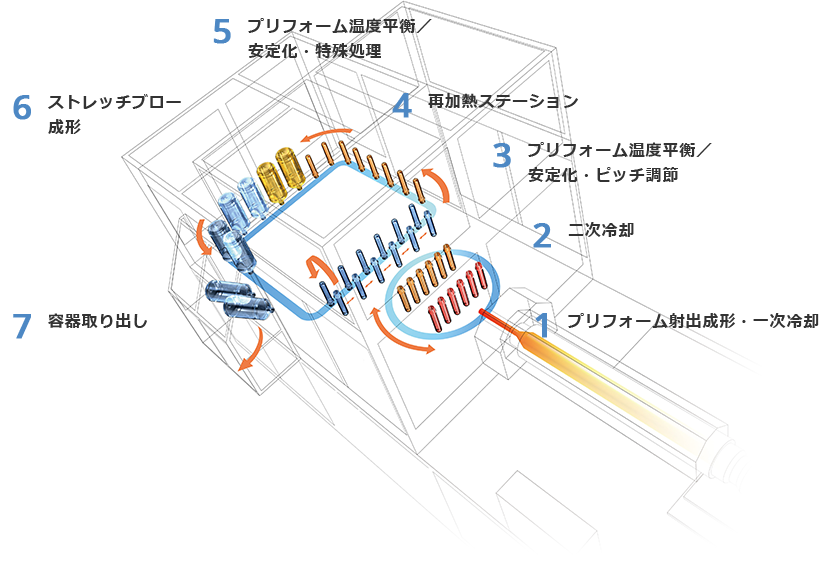
1ステップと2ステップの良さを併せ持つ、独自の「クールパリソン」方式を採用しました。
この方式では、プリフォームが射出成形された後、冷却、均温化、再加熱、ブロー成形という工程をたどります。
1.5ステップでは、プリフォーム射出ステーションの射出型締めシステムが大変コンパクトな一方、
ブローステーションは機種により射出ステーションの2分の1、3分の1または4分の1のキャビティ数です。
これにより金型への投資を大幅に削減でき、また共通のプリフォームから形の違うファミリー容器を成形できます。
金型の大幅なシンプル化により、金型交換のための機械停止時間を大幅に減らせます。

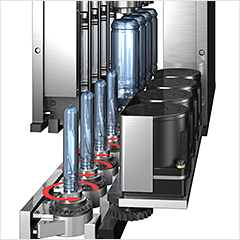
射出部とブロー部を分離させたことにより、プリフォームピッチを最小限にしています。コンパクトな射出型締設計でありながら、高い型締め力を実現しました。

他のシステムと異なり、次のプリフォーム成形が開始されても、プリフォームは冷却ブロックまたはインジェクションコア上で引き続き冷却されるため、射出サイクルの効率が向上し、成形サイクルが短縮されました。

このステーションを設けたことにより、搬送時にプリフォームの表面から内部までの温度が平衡/安定化されます。これは確実な成形と材料のロスをなくすためには欠かせない要素です。またここで、ブロー型のピッチに調節されます。

ハロゲンヒーターによる赤外線加熱で、最適で均一な肉厚分布が確保できます。加熱ランプは全て、位置調整と出力調整が可能です。
様々な特殊処理技術がこの工程で適用されます。ネック位置決め、スポット冷却※、ハンドル位置決め※、プリファレンシャルヒーティング、ハンドルインサータ(挿入装置)などの組み込みが可能です。さらにプリフォーム表面温度が内部温度とともに再度平衡/安定化されます。
※ PF24-8Bは対象外
「3」または「5」の段階で、プリフォームのピッチがブロー型に合わせて調整されます。ブロー型は冷却、もしくはオプションの温調器により高温にコントロールされ、準耐熱ボトルなど、特殊な成形にも対応できます。
容器は成形機から取り出され、オプションの取り出しコンベア上に整列させることも可能です。